In de strijd tegen corona leveren we graag face shields aan de zorg. Casper heeft ons ontwerp uitgetekend. We noemen het de Junior888 omdat het is afgeleid van de Brüssel888. Het getal 888 betekent dat het wordt gemaakt van kantoor artikelen en een perforator op stand 888. Inmiddels heet Menno ook de JuniorClip ontworpen, de ultra lichte ear-guard.
Meer details lees je op https://junioriot.nl/junior-iot-tegen-corona/
We vinden het enorm gaaf als je wilt meehelpen. Je kunt bijvoorbeeld zelf met de 3D printer aan de slag, of bijvoorbeeld met jouw lokale groep een bijdrage leveren aan dit project. We horen graag jouw idee hierover, want in dit project leren we zelf ook nog iedere dag.
Zelf printen
Ook jij kunt starten met de productie van de 3D geprinte onderdelen. Op deze pagina vind je wat je daarvoor nodig hebt. Wil je meer tips, stuur dan een mail aan [email protected]
Als je zelf in grote aantallen wilt gaan produceren, dan stellen we deze mogelijkheden voor:
- Uitleveren als onder jouw label op jouw locatie. Jij (of jouw groep) gebruikt vrijblijvend ons recept om het product te printen. Volgens dit recept organiseer je zelf de materialen, je eigen folders etc. Je zoekt zelf je afnemers en je zorgt zelf voor de dekking van je kosten. We helpen elkaar met tips en technische support.
- Vrij gebruik van de files. Je bent natuurlijk vrij om ons ontwerp te gebruiken.
Jouw inzet is oprecht bedoeld om te helpen in deze crisistijd, en je beoogt daarom geen commerciële winst. Je kunt je opbrengst natuurlijk wel inzetten om jouw makersgroep of stichting te versterken in deze moeilijke tijden.
Wat moet je doen?
Er zijn een paar stappen voor het printen.
- Belangrijk: werk altijd schoon. Altijd handen wassen en spullen schoonmaken. Met verkoudheid of andere verschijnselen kan je geen producten voor de zorg maken. Bewoners van zorgcentra kunnen alleen voor het eigen centrum produceren.
- Op jouw 3D printer maak je een aantal stapels hoofdbanden of clips, volgens de STL- of gcode files die je hieronder kunt vinden. Als je zelf de gcode maakt, wees dan bewust dat dit ontwerp een uitdaging is om goed en snel te printen. Lees de tips. Overleg met ons. Laat je product door ons controleren om te verelijken met onze stevige versie. Stuur jouw gcodes dan ook naar ons om op deze pagina te plaatsen.
- Controle: Kijk ook of de lagen goed op elkaar hechten. Het is ons meerdere keren gebeurd dat de extruder niet strak genoeg stond. Bij deze producties valt dit snel op omdat we in onze gcode best een hoge snelheid vragen van de machine. Doe defecte exemplaren weg, we leveren alleen complete spullen. Bij defecten is in onze ervaring vaak de hele serie niet goed.
- Verzamel de banden of de clips in een schone doos of verzamel ze in stapeltjes in een grote ziplock zak.
Verzamel de verschillende producties op één plek. Zo maken zo min mogelijk mensen contact met het product. Dan pak je het in, per zakje:
- 10 geprinte banden
- 30 elastieken in 3 verrschilende maten (inkopen bij groothandel)
- 10 vellen PVC voorbladen 200 micron, standaard 4 gats perforatie (vellen inkopen bij groothandel)
- 1 uitlegkaart
- visitekaartjes zodat mensen weer bij je kunnen bestellen
Succes!

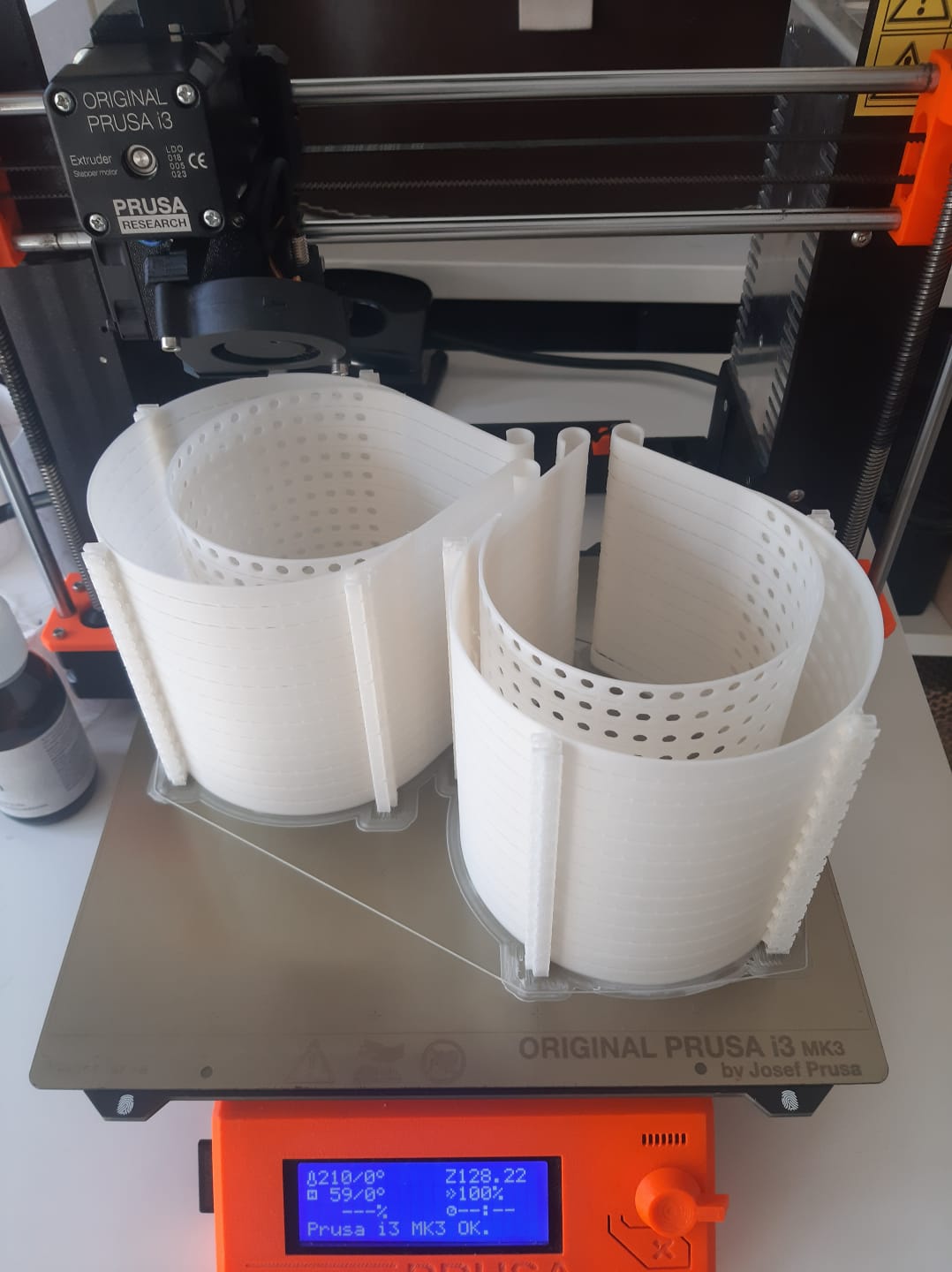
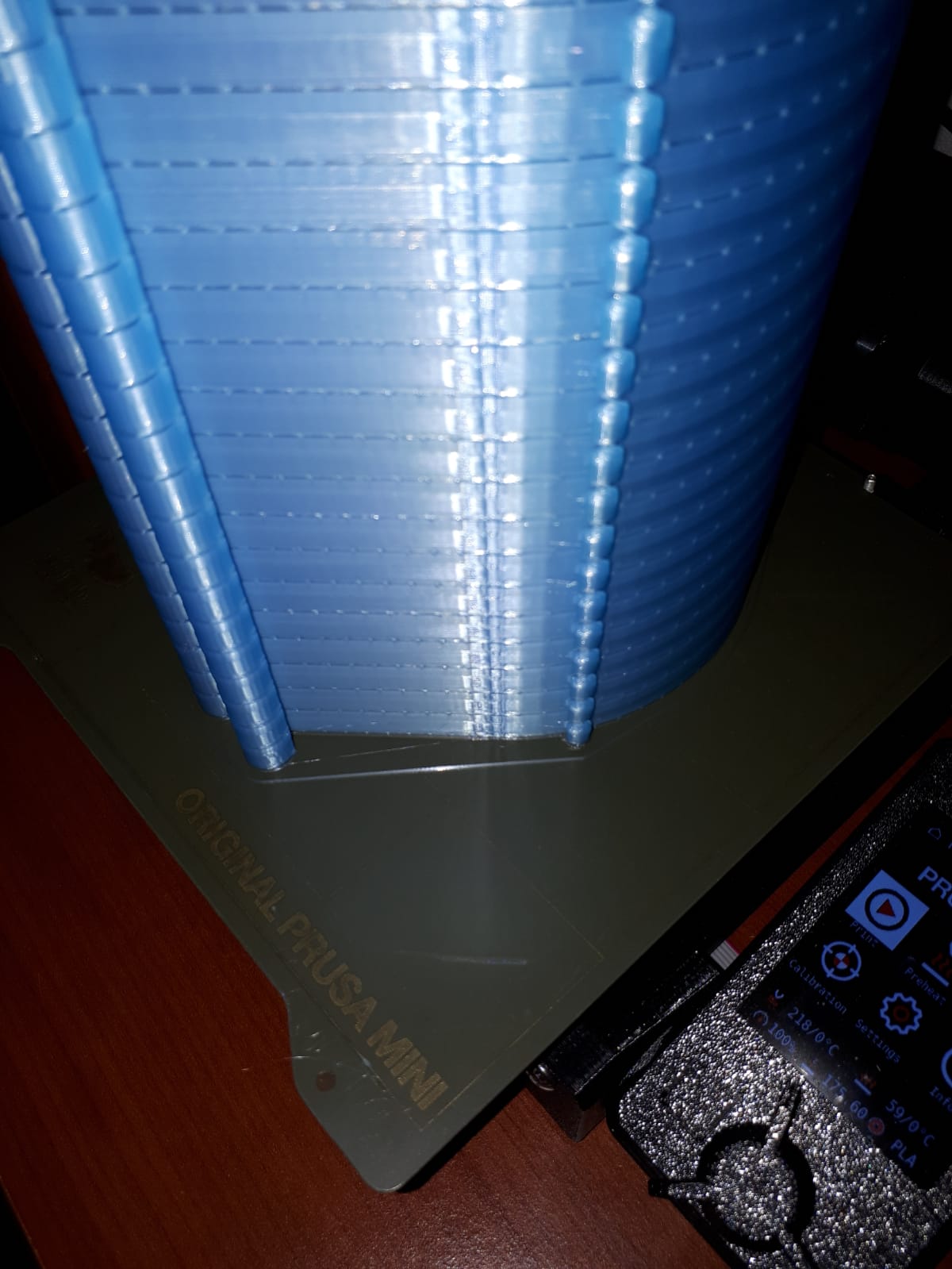
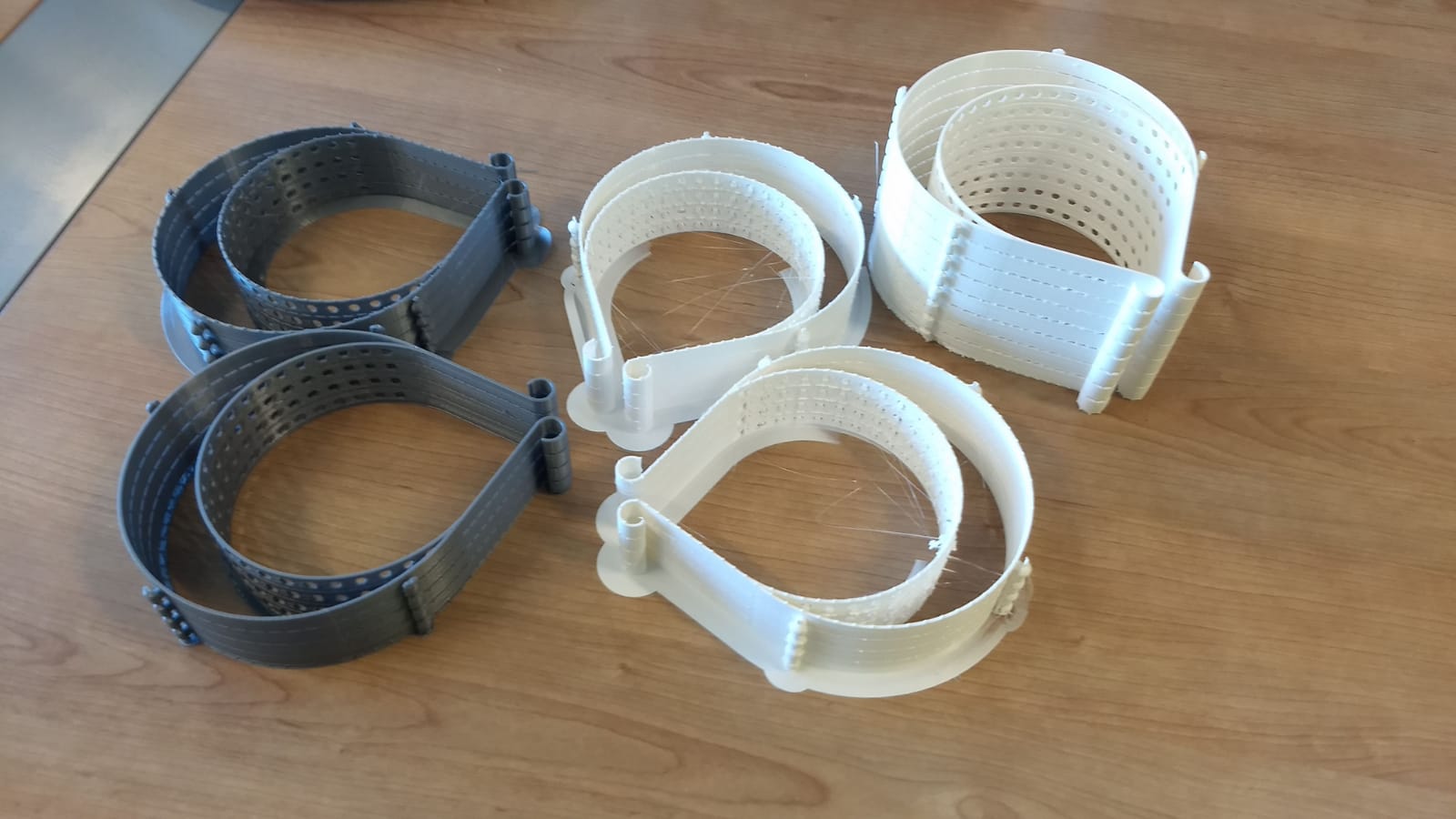
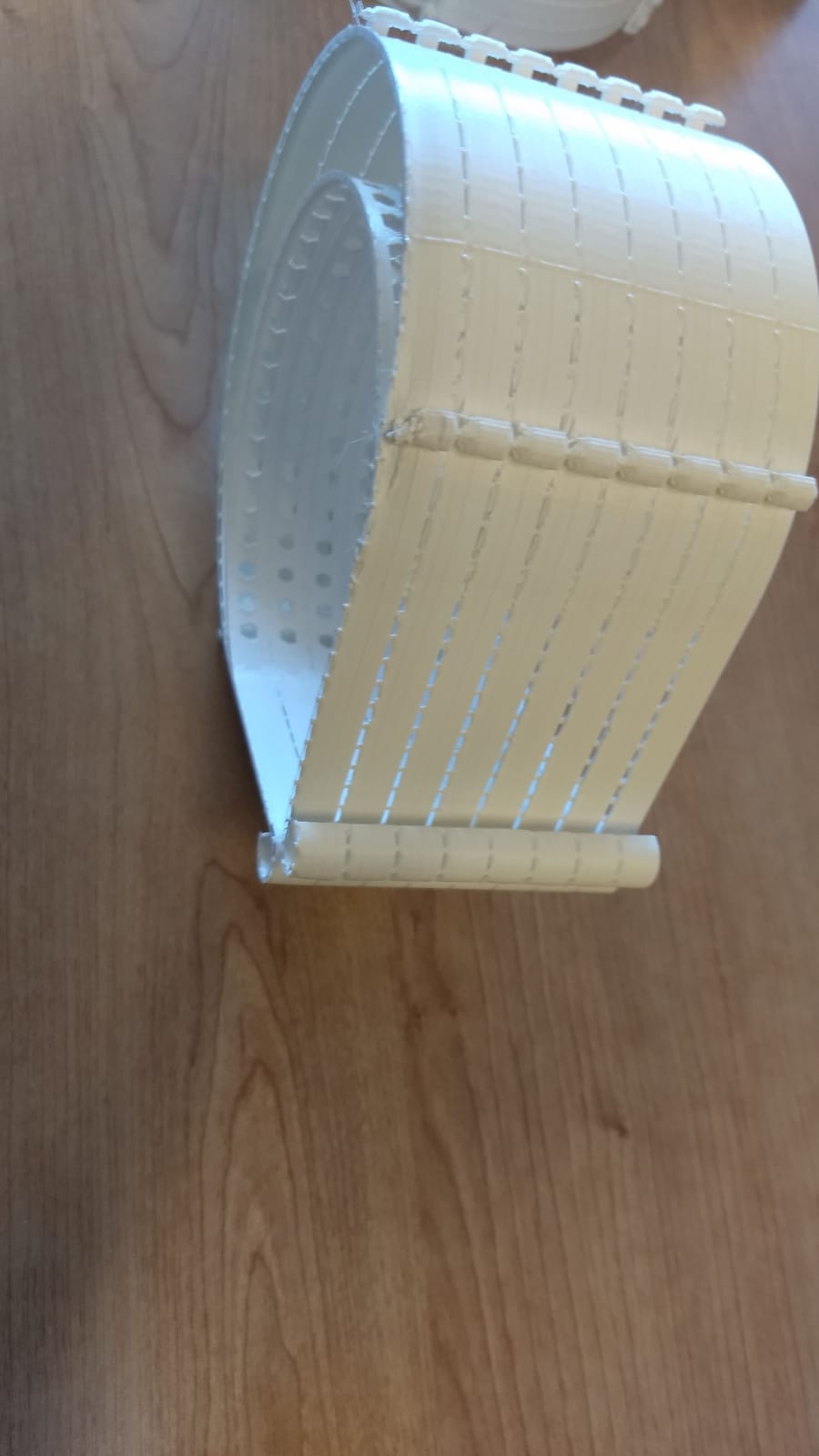
Hoe herken je een mooie strakke print
De ontwerpen zijn ontwikkeld om op een zorgvuldig onderhouden printer te worden gemaakt. Ook wij hebben onze printers echt leren kennen door deze enorme duurtest. Extra snelheid behalen we door de gcode in te regelen voor extra snelle bewegingen en extra veel filament doorvoer. Met deze gcodes geef je jouw printer echt een mooie beproeving!
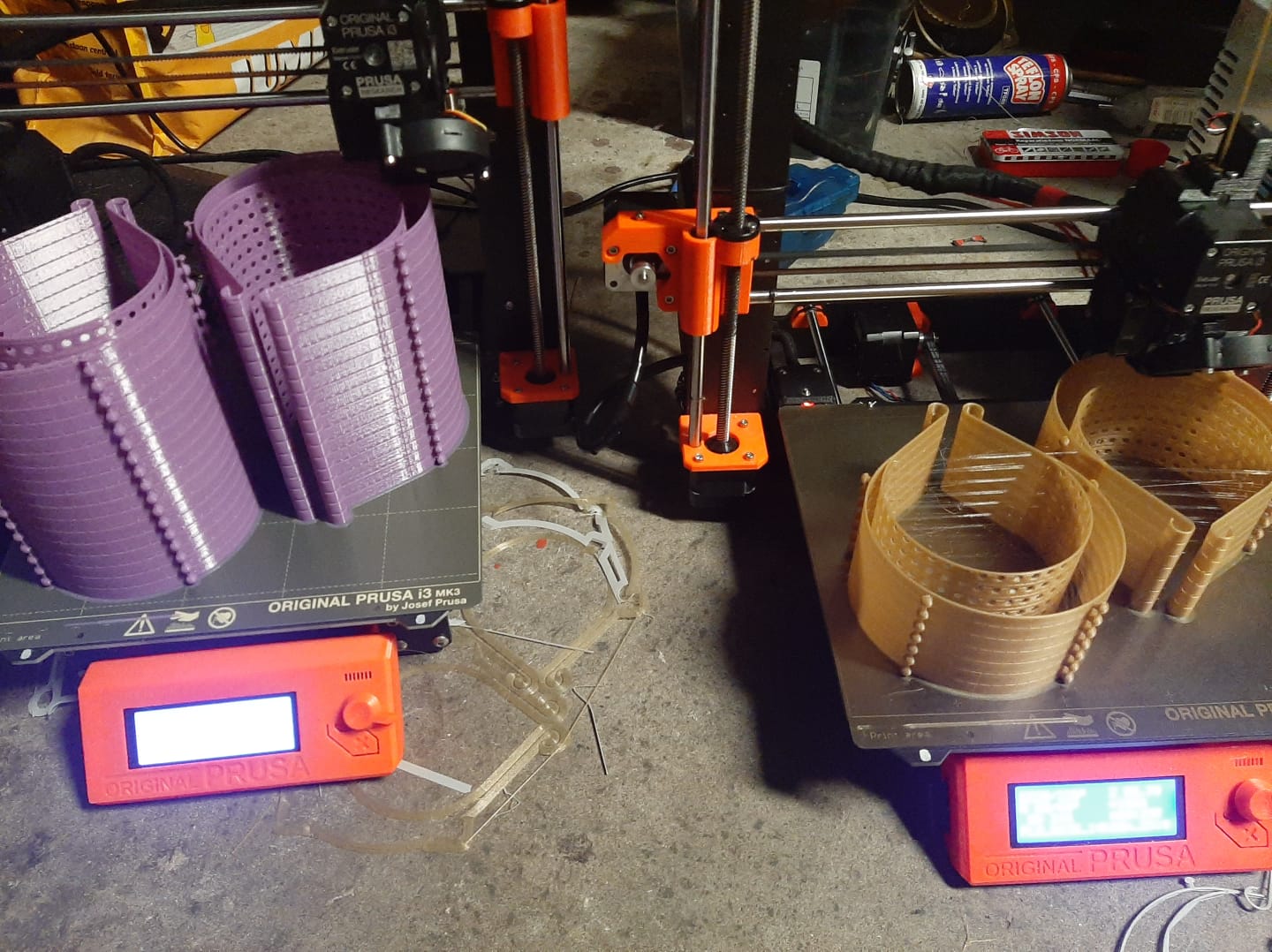
- Speling in je assen en aandrijving zal je herkennen in ruwere wanden.
- Speling in de assen of in de retractie geeft een verminderde finesse op de nokken.
- Speling of issues met je retractie zal je al snel herkennen in extra stringing in je print.
- Slip op je extruder kan zorgen voor te weinig materiaal, waardoor het resultaat herkenbaar dunner en zwakker is.
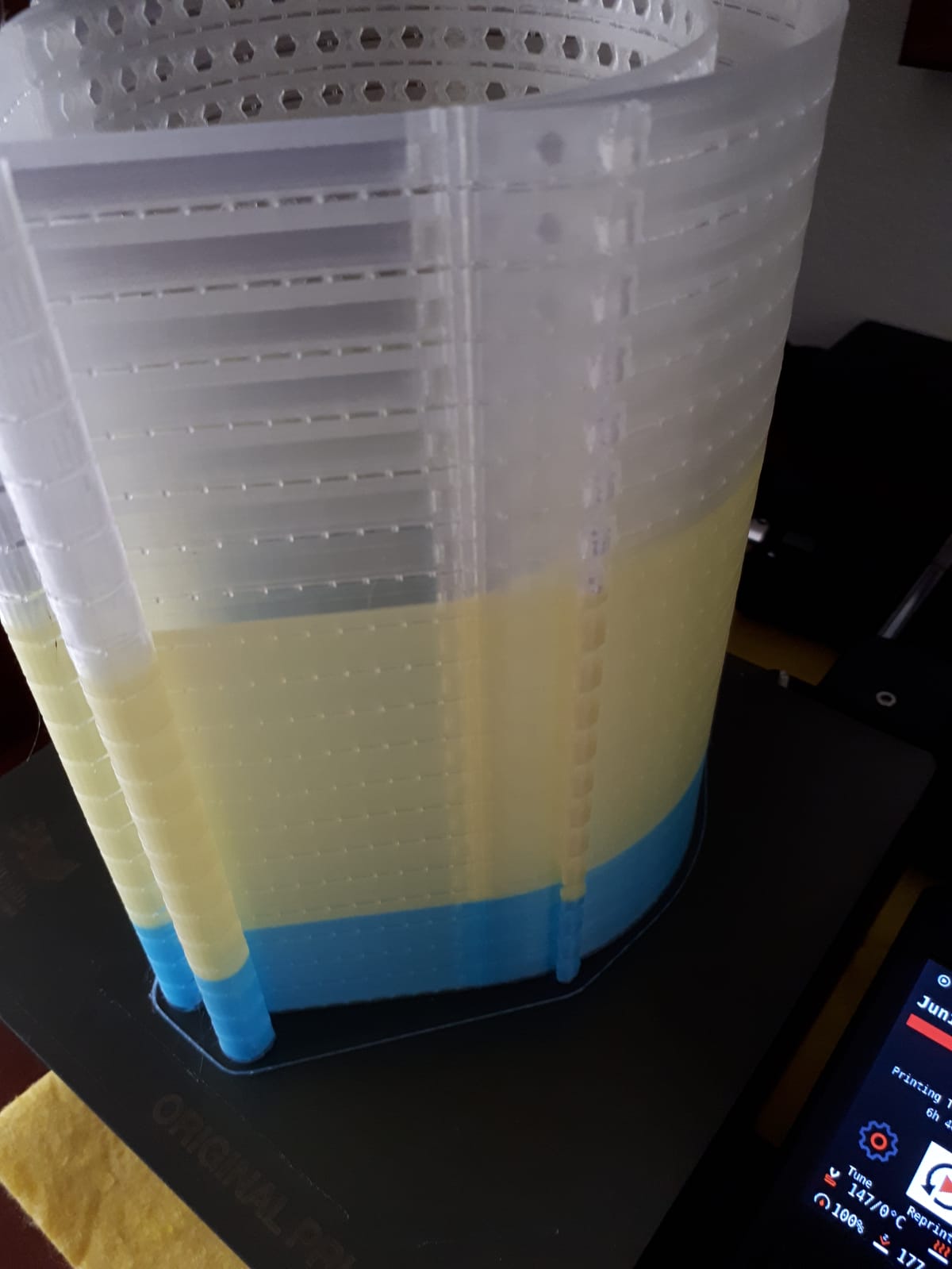
- Bij verkeerde temperatuur kunnen details wegvallen waardoor nokken en scheurstrips niet meer goed werken.
- Als de eerste wikkelingen van je filament onder elkaar liggen kan een deel van je print worden geremd, waardoor je kleurige spaghetti zal gaan printen.
 (hoe herken je een mooie, strakke print)
(hoe herken je een mooie, strakke print)
Controleer je settings aan de hand van het geprint product:
- Door te werken met dikke lagen, brede lijnen en snelle, vloeiende bewegingen brengen we de printtijd terug van 60 minuten naar 15 of 20 minuten per bandje. Indien dat langer is dan heb je wellicht instellingen gemist.
- De lagen moeten goed hechten. Hier mag absoluut geen twijfel bestaan, het product wordt inmiddels op sommige plaatsen wel 2 maanden lang dagelijks intensief gebruikt.
- De wanden of shells moeten goed hechten. De verticale delen mogen niet uit elkaar vallen.
- Als je het product tordeert moet het stevig aanvoelen. Dus naast juiste hechting is er voldoende materiaal aan het product toegevoegd. Een band van 5 gram is te licht en daardoor te flexibel. Mig op een gewicht van 6,5 gram.
- De strips moeten onderling goed loslaten, naden gelijkmatig.
- De onderrand moet goed loslaten.
Prusa MK3, MK3S – gcode voor Junior888
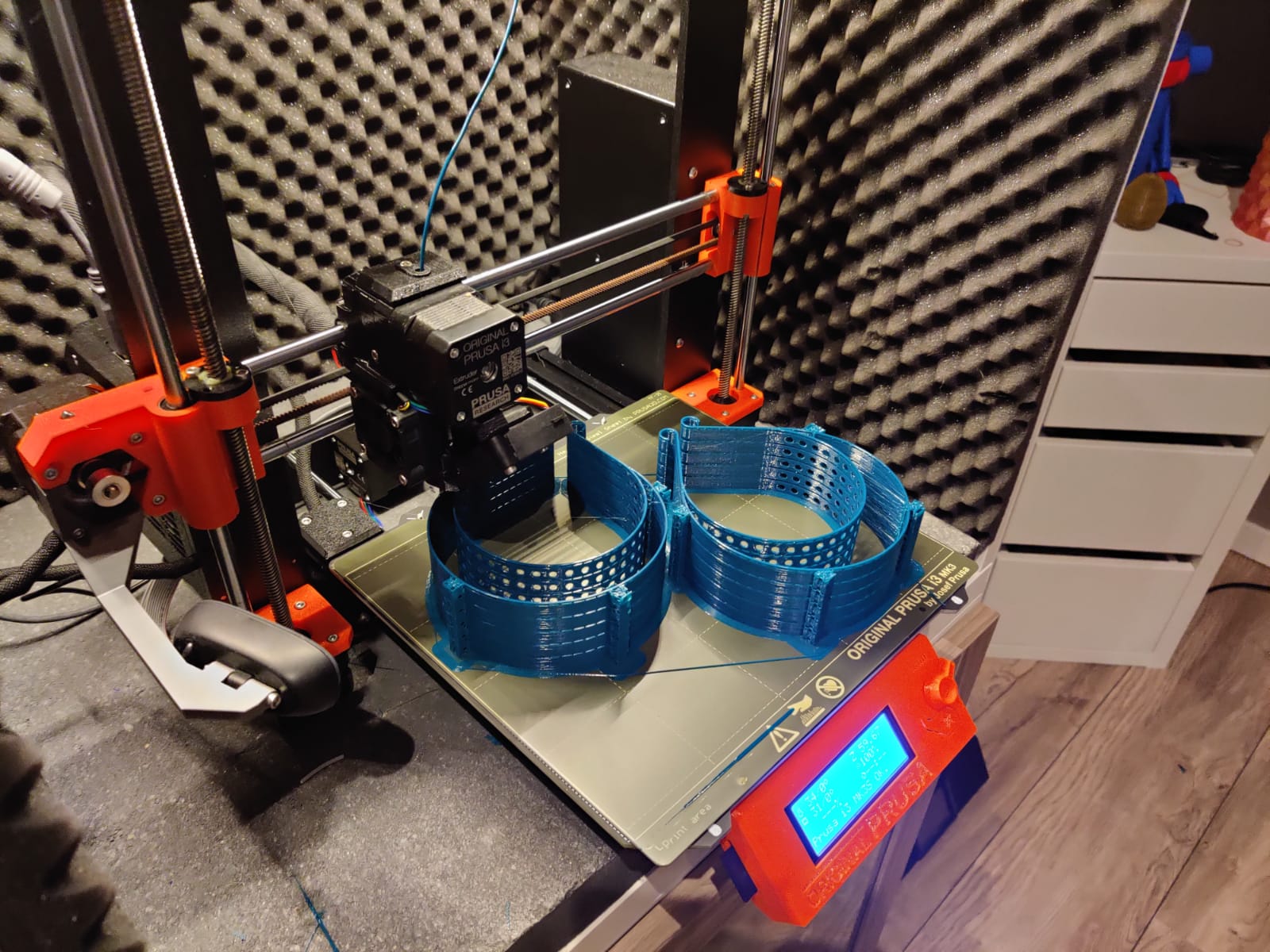
Op de Prusa MK3 passen er voor de hoofdband twee torens van 20 stuks naast elkaar, we hebben hiervoor een gcode klaargemaakt. Alles wordt in de gcode reeds ingeregeld.
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- MK3S met normale 0,4 mm nozzle, laagdikte 0,3mm. 40 stuks, 272 gram in ruim 12 uur: Junior888_V2.1_MK3S_40x_12.26u_272.50gr_0.3mm_PLA.gcode
Versie 13 april. 40 stuks, 14h en 30 minuten, 251 gram: 40x_stacked_0.3mm_PLA_MK3S_14h30m_251gr.gcodeVersie 12 april. 4 stuks, 26 gram, 1,5 uur:
Roel_Junior888_4x_stacked_0.3mm_PLA_MK3S_1h33m_26gr.gcodeVersie 10 april. 30 stuks in ruim 14 uur:
30xstacked_prusa_0.3mm_PLA_MK3S_14h11m.gcode
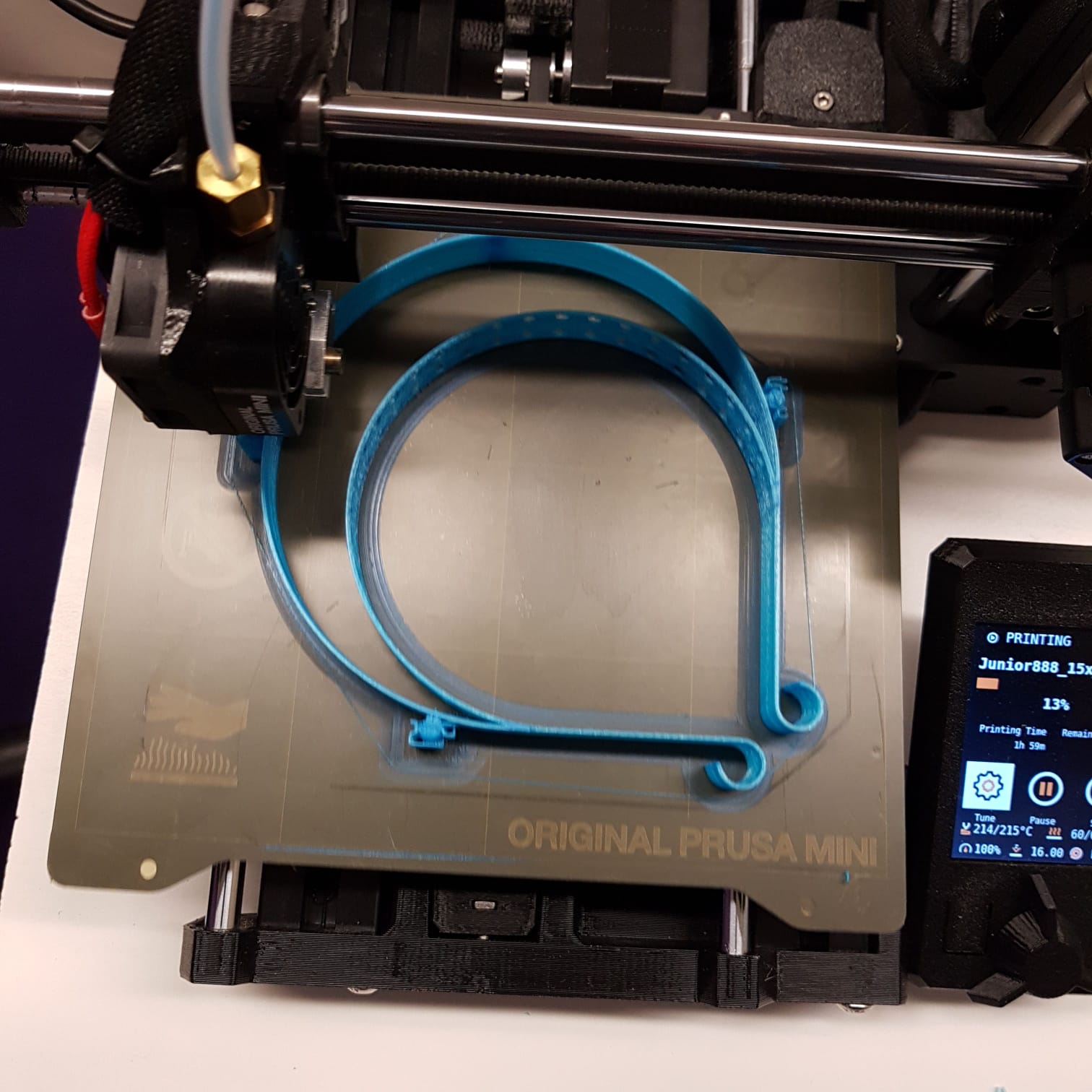
Prusa Mini – gcode voor Junior888
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Files volgen nog
Versie 13 april. 20 stuks, 126 gram in 7:15 uur: 20x_stacked_0.3mm_PLA_MINI_7h16m_126gr.gcodeVersie 11 april. 15 stuks, 108 gram in 8 uur:
15x stacked_0.3mm_PLA_MINI_7h44m_108gr.gcode
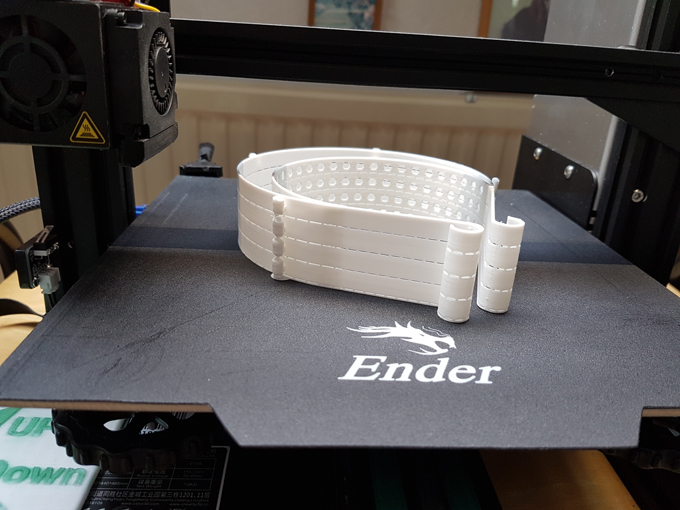
Creality Ender-3 – gcode voor Junior888
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Gcode voor Creality Ender-3 met 16 stuks, 107 gram in ruim 8 uur: Junior888_V2.1_x16_Ender-3_8h12m_107gr_untested.gcode –> 24/4 getest en goedgekeurd
- Ger heeft een gcode gemaakt om als test 4 hoofdbanden te printen, 4 uur, 28 gram: Ender3Pro_Junior888_V2_4uur_28gram
Oudere versie:
- Gcode voor Creality Ender-3 met 1 stuks, 8 gram in 38 minuten:
1x_Ender_3_38m_8gr - Gcode voor Creality Ender-3 met 20 stuks, 160 gram in 16 uur:
20x_stacked_Ender_3_15h_41m_160gr_inc_support


Creality Ender-5 – gcode voor Junior888
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Gcode voor Creality Ender-5 met 16 stuks, 107 gram in ruim 8 uur: Junior888_V2.1_x16_Ender-5_8h12m_107gr_untested.gcode –> 24/4 getest en goedgekeurd
Versie V1
- Zie foto. (file niet meer beschikbaar)

Ultimaker Original+ en Original 2 – gcode voor Junior888
Versie V2.1, De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Gcodes V2.1 voor Ultimaker Original+ met 1, 4, 8, 12, 16, 20 stuks: Ultimaker Original plus – 0.4mm nozzle
Versie van 12 april, nieuwe versie volgt voor een nog snellere print.
- Gcode voor Ultimaker Original+ met 4 stuks,
UltOrgJunior888_PLA285_nozzle04_4x_stacked - Gcode voor Ultimaker Original+ met 8 stuks,
UltOrgJunior888_PLA285_nozzle04_8x_stacked - Gcode voor Ultimaker Original+ met 12 stuks,
UltOrgJunior888_PLA285_nozzle04_12x_stacked

Wanhao Duplicator i3 plus – gcode voor Junior888
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Files volgen nog
Anet A8 – gcode voor Junior888
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Files volgen nog
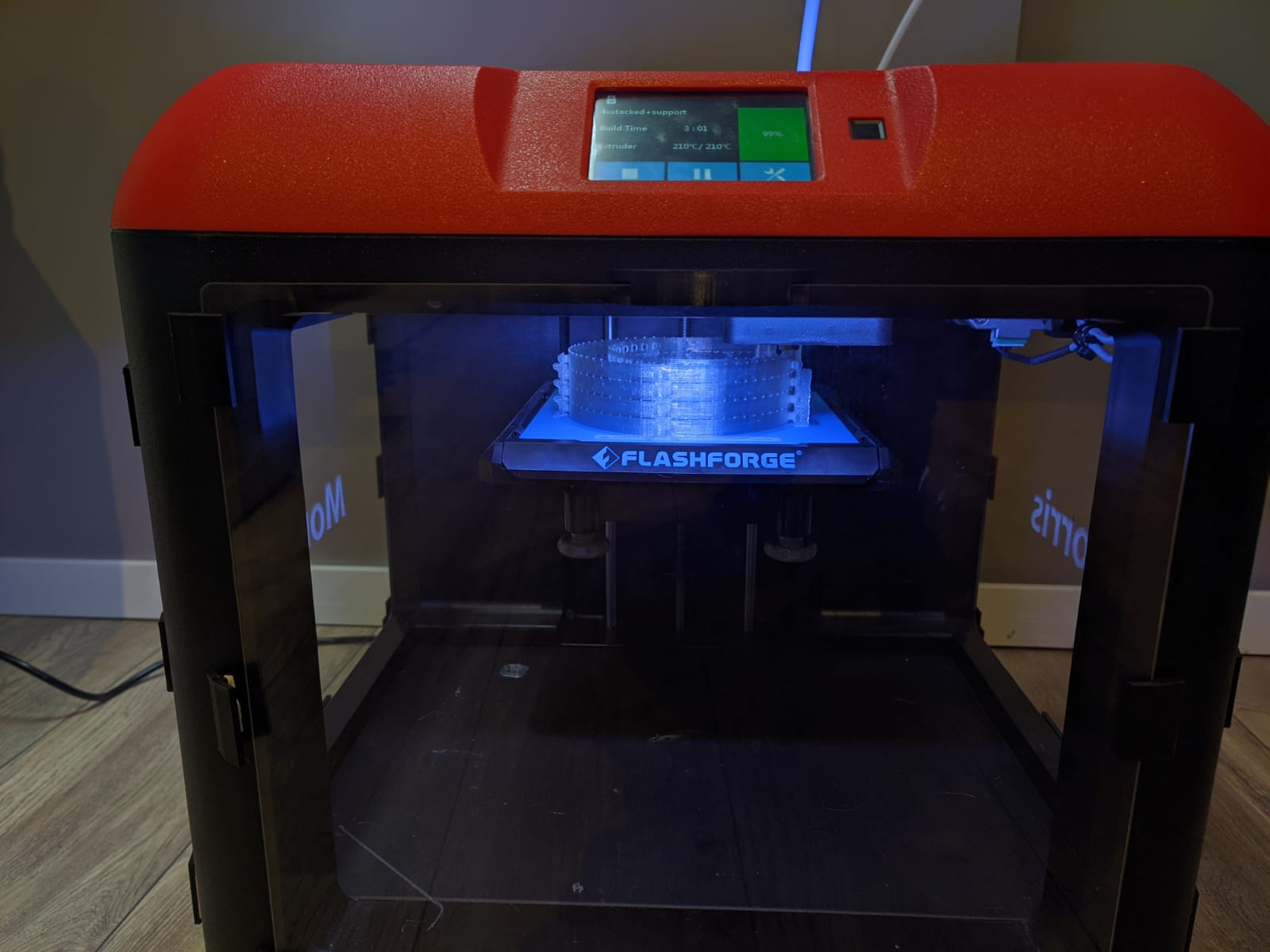
Flashforge 3D – gcode voor Junior888
Versie V2.1. De hogere printsnelheden zijn in de gcode verwerkt, laat je printer dan op 100% staan.
- Files volgen nog

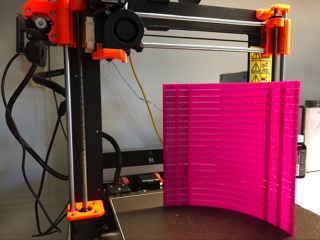
STL print files van de Junior888 hoofdband
De files hebben we klaar gemaakt in verschillende variaties zodat je snel aan de slag kunt gaan. We hebben ze voor je gestapeld om er zoveel mogelijk tegelijk te maken.
Kijk in deze lijst welke bij je past, om een print tijd te vinden van zo’n 12 uur. Lees de tips verderop op deze pagina om zelf optimale slice instellingen te kiezen voor een efficiënte en sterke productie. Voor verschillende printers hebben we verder op deze pagina de kant en klare gcode klaargezet waarin deze instellingen al zijn verwerkt.
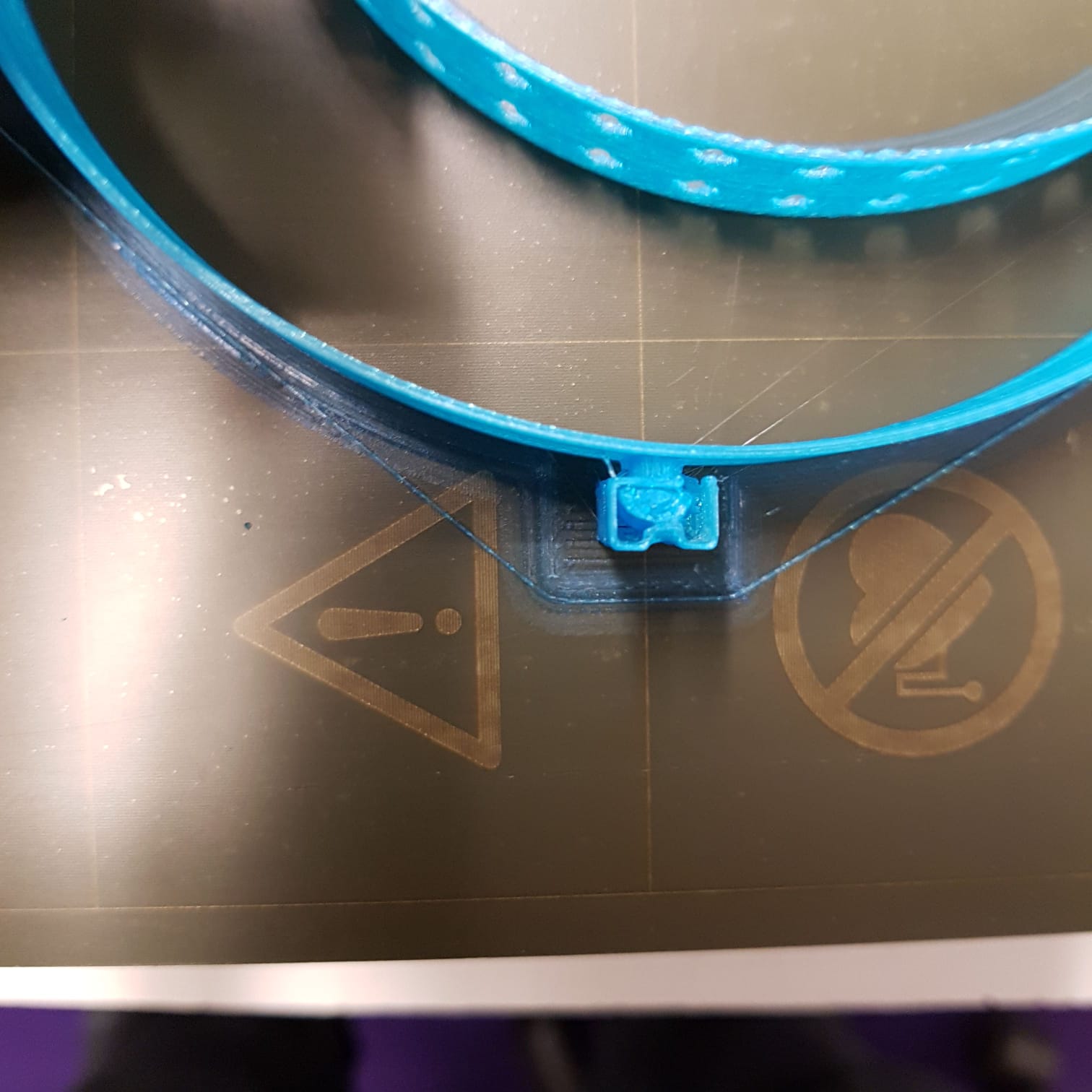
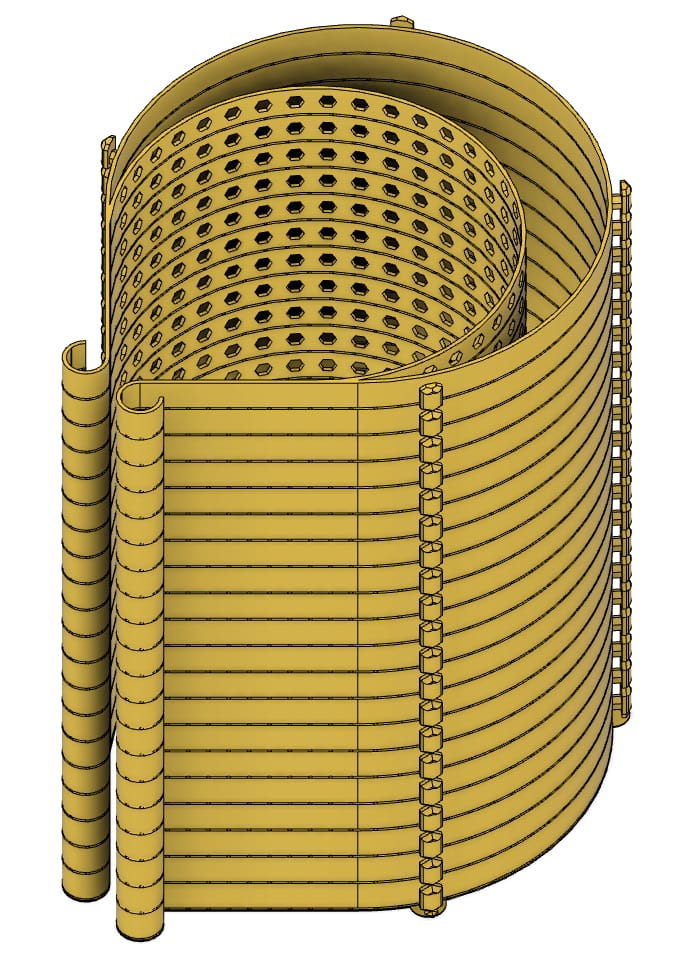
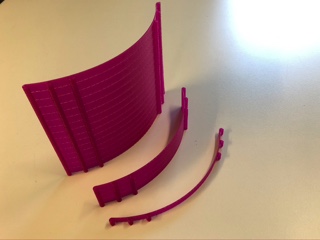
Versie van 17 april 2020: STL files waar support niet meer nodig is. Onderste lagen vormen een afscheur randje, inclusief een brim die naar binnen wijst om ruimte te besparen.
- STL files om versie v2.1 te printen: als set Junior888_V2.1_stl – als enkele hoofdband Junior888_V2.1_x01.stl – en als stapel van vier stuks Junior888_V2.1_x04.stl
- Step files met het ontwerp: Junior888_V2.1_step
- Kijk ook op thingiverse: https://www.thingiverse.com/thing:4299142

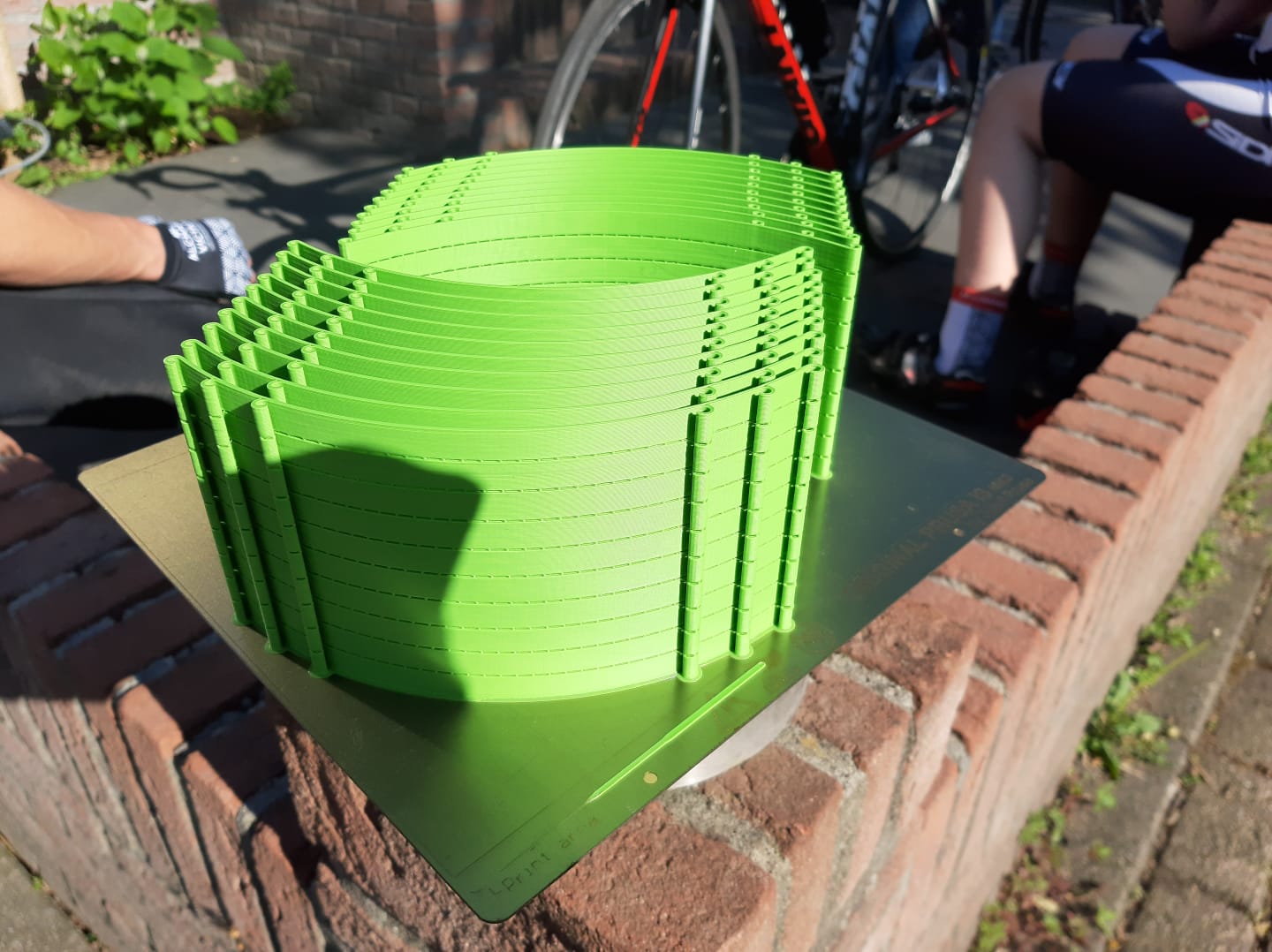
Deze files geven je de verschillende stapelhoogte met de volgende afmetingen:
- 1x enkel object incl bottom layers artifact, 132 x 132 mm, circa 9 mm hoog
- 4x incl bottom layers artifact, 132 x 132 mm, circa 36 mm hoog
- 8x incl bottom layers artifact, 132 x 132 mm, circa 70 mm hoog
- 12x incl bottom layers artifact, 132 x 132 mm, circa 105 mm hoog
- 16x incl bottom layers artifact, 132 x 132 mm, circa 139 mm hoog
- 20x incl bottom layers artifact, 132 x 132 mm, circa 173 mm hoog
 (versie 2.1)
(versie 2.1)
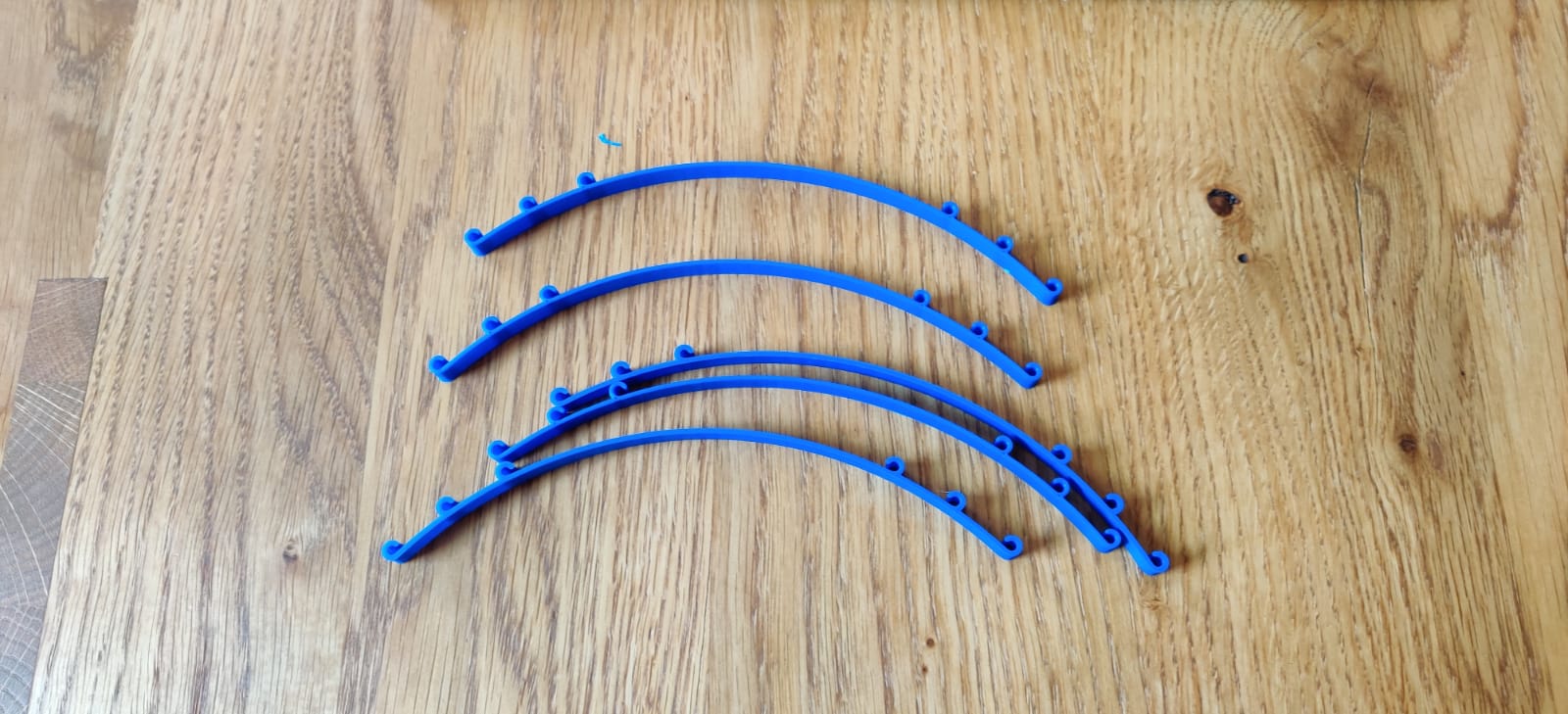
STL files van de JuniorClip
Menno heeft de JuniorClip ontworpen op basis van de heerlijke eenvoud van de hoofdband. Een ontwerp gericht op functie en productiesnelheid. Geen support, geen franje en zero waste. Wanneer je deze sliced met dezelfde settings als de hoofdband is het mogelijk om grote hoeveelheden tegelijk te produceren, denk aan 200 per printer per nacht 15,5 uur.
STL files van de Junior Clip
- Productie versie V1.3, enkele en een stack van 10 hoog: JuniorClip_V1.3_STL – als enkele clip JuniorClip_V1.3_STL
- Testversie 22 april, stack van 20 stuks, ca 172 mm hoog.
JuniorClips_V1_20200422–> let op, validatie door verschillende eindgebruikers loopt nog!
Release notes:
- V1 – 2020-04-22 #mdel – initial release
- V1.1 – 2020-04-27 #mdel – added removable build plate support, reduced the stack to 10pcs.
- V1.2 – 2020-04-27 #mdel – minimal support to increase print speed.
- V1.3 – 2020-05-02 #mdel – extra hook to support smaller heads and longer straps




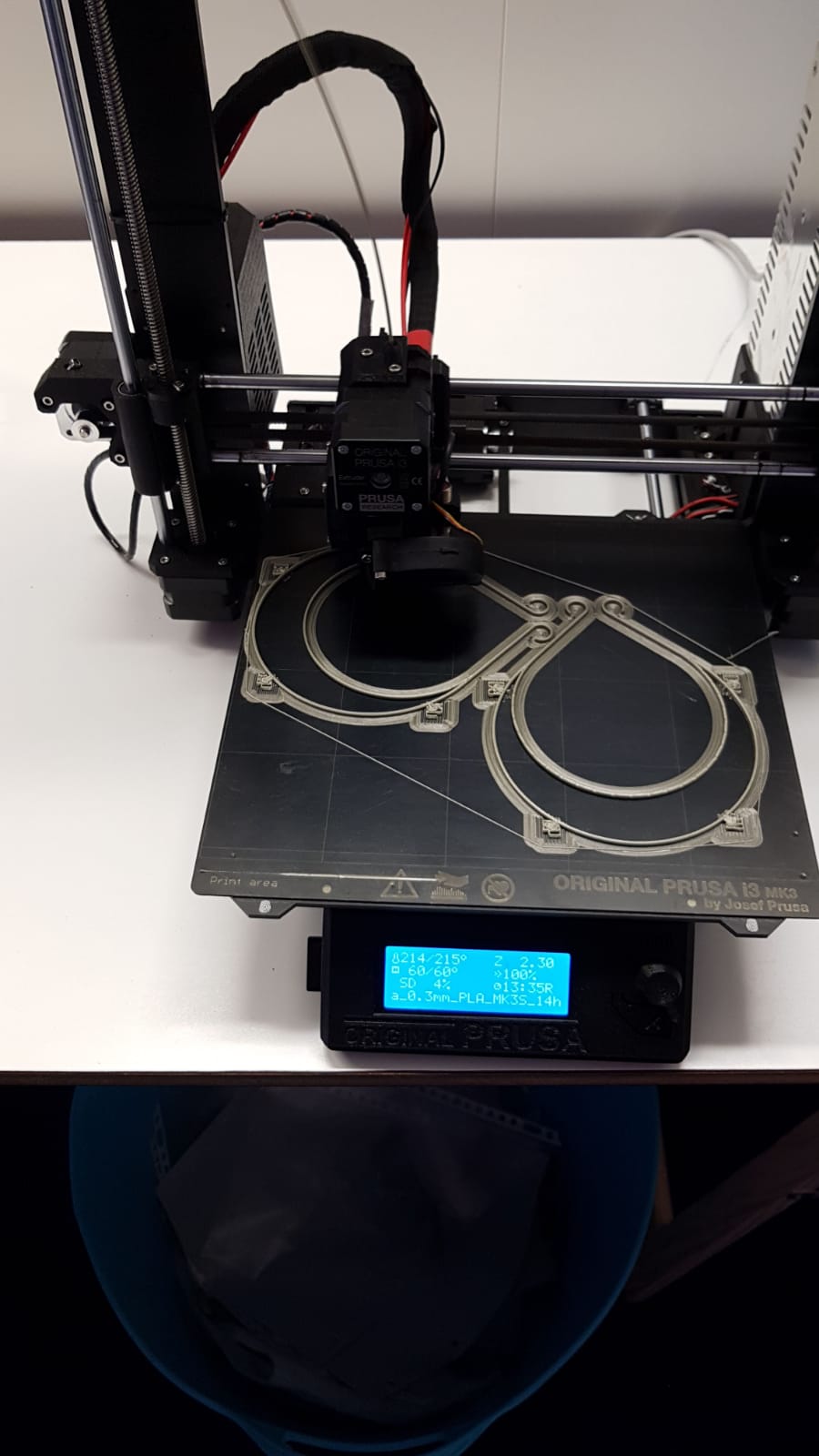
STL files voor de add-on Funnies
Om deze sombere tijden wat op te vrolijken hebben we ook funnies gemaakt om op het spatscherm te klikken.




Zelf slicen –> let op de settings
Je kunt de STL files ook prima zelf slicen, maar we hebben geleerd dat er een paar dingen zijn om op te letten. Ons object (voor de clip en de shield) bestaat voornamelijk uit een strip van 1,0 mm dik, wat ons mogelijk maakt de productie veel sneller te maken.
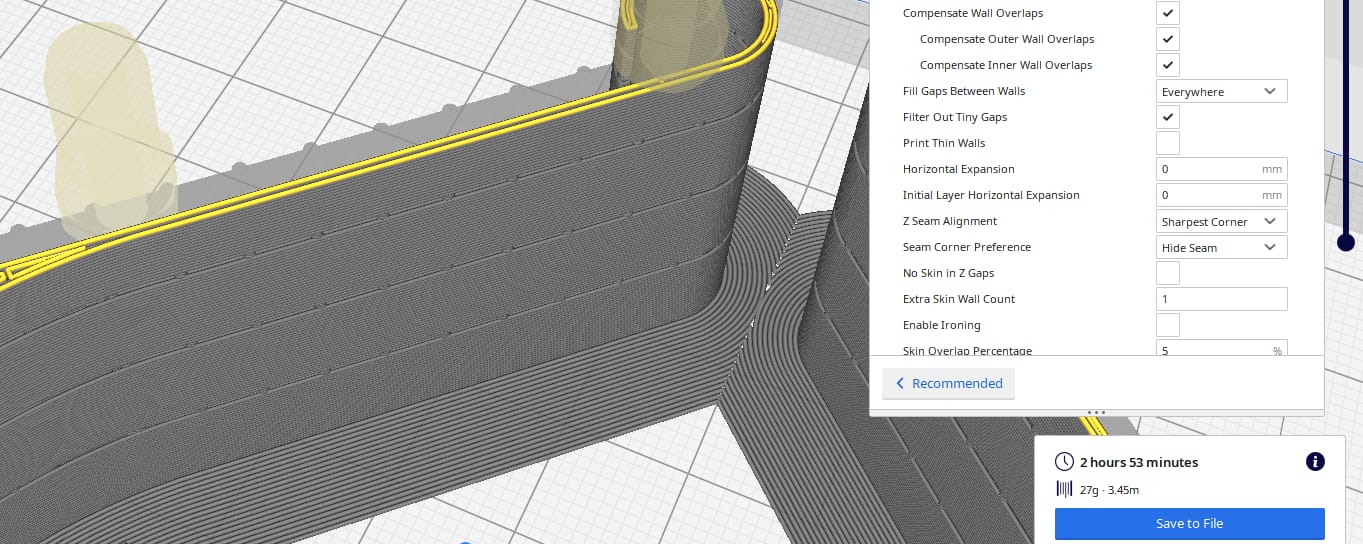
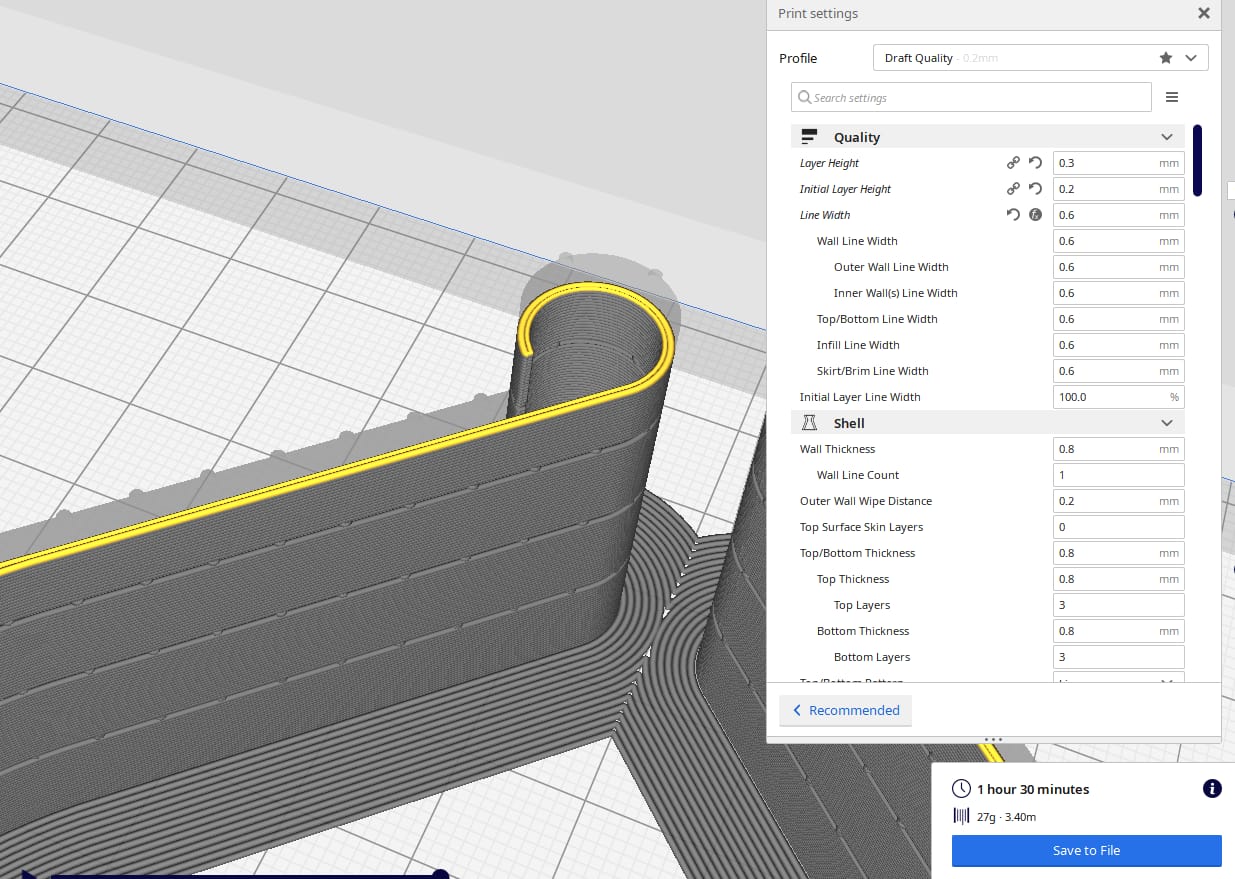
Lijndikte. Standaard ingesteld op een nozzle van 0,4 mm kiest de slicer 3 shells, namelijk twee maal 0.4 mm en een klein beetje als opvulling. We passen dit aan zodat de printer twee maal 0,55 of 0.6 mm gebruikt met iets overlap; de nozzle blijft gewoon 0.4 mm. Deze tweak scheelt enorm in de snelheid, en het product wordt toch goed stevig.
Het inregelen van deze setting blijft lastig. De kortste toelichting is, kies in je slicer dat je een 0.55 nozzle hebt, en laat in de machine gewoon de 0.4 nozzle zitten. Dit moet goed gaan.
De zorgvuldige uitleg is iets langer. Je moet zelf even begrijpen wat alles betekent, en voor een idee over de settings kijk je naar de plaatjes hieronder. We keken zelf naar deze videos:
-
3d Print Face Shield Frames Crazy Fast – New Design and 3D Printing How-To: https://www.youtube.com/watch?v=NG8GvHJaamE –> super veel details! let op, ons product is 1 mm dik, en wij gebruiken 0,55 lijn breedte.
- https://youtu.be/_bt1UZAnxnA
Support: [updated 18/4] In ons nieuwe ontwerp is extra supportmateriaal niet meer nodig. De verschillende slicers voor de diverse soorten printers gaan daarom nu op dezelfde manier om met het ontwerp.
Je ziet hier dat het vinden van de juiste instellingen best lastig kan zijn. Daarom delen we jouw gcode ook graag met de andere gebruikers.
Standaard settings? Met ons nieuwe model V2.1 maak je nu ook met standaard settings een mooie en stevige print. Maar het kan sneller, en dat is natuurlijk veel beter. Vraag ons om je te helpen.